- 全国服务热线: 186-8222-1286 业务邮箱:sell@gjs123.cn


ABOUT US
Cell生产方式。谈到工厂,谈到装配生产,大家头脑中呈现的可能是长长的流水线,密集的操作工人的印象。
传统大量生产的组装生产线确实如此。一条组装打印机的生产线依照普通方式布置,需要至少150人,但你能想象同样的流程,却只要1/10甚至更少的人力吗?流程没有改变,为什么要缩减人力,如何做到?这就是接下来要谈到的Cell生产方式。
Cell生产即单元生产,Cell英文为“细胞”。细胞的特性就是它其实就是一个包含各种简单机能的单独的个体。如同常说的“麻雀虽小,五脏俱全”。所以Cell式生产就是采用小的生产线生产,这些生产线具备与大而长的生产线同样的流程,但工序较少(所以每个工序的内容相对较多),它由一些简单、小型、便宜的设备、工具组成,但具有同样的主要功能。

常用的Cell示意图
Cell式生产是一种对应于多品种、小批量的买方市场的新型生产方式,强调的是比传统生产线更强的速度和弹性。
Cell的优点
1.生产的数量和种类灵活多变,能快速适应客户需求。
传统大线有这样两个无法克服的弊病:
1)、生产线比较长,所以配置的人力相当多,对应产生的问题是,当客户需求低于设备生产能力时浪费较大。
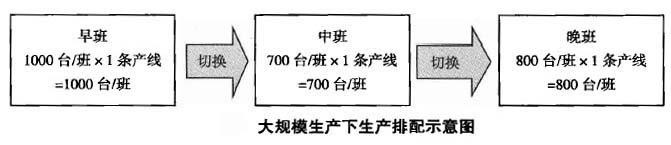
如下图所示,大线自身产能为每班1000件,配置人力100人,但如果某班订单只有700件时,这一条线还是必须要开,这100人还是必须都来,因为缺少任何一个人或者工位都不行,如果是实行的月薪工资制,这一天的工资还是得照付!
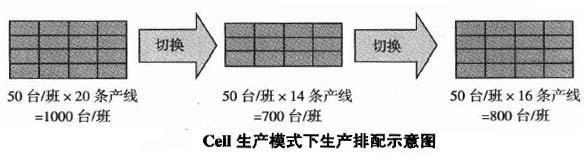
而Cell式生产线有效地避免了以上人力浪费。原来产能1000台/班的大线被改制成50台/班的Cell小线(20条线,每条线人力5人,总人数及生产能力不变),当需求为1000台/班时,可以将20条线全部开动,当需求为700台/班时,可以只开14条线,其他6条线及人力可以支持其他工作,减少人力及设备的不饱和浪费。

Cell生产线
上图就是一张全部使用Cell线的生产车间照片,我们可以发现一些Cell线不一样的特点。
由上图可以看出:
①、没有传统的皮带线驱动,都是通过人手进行传递。
②、线体不是像皮带线一样呈直线型,而是由单独的桌子组合成U形或者C形进行布局。
③、不是相同功能的设备摆放在一起,而是按照产品的生产流程需要,将不同的设备进行紧密摆放。
④、人员工作内容较多,所以需要人员具备多项技能。
⑤、空间狭小,所以使用的一般也都是小型慢速设备。
⑥、每个工站、台设备都装设有灯号进行配合生产(设备在一个生产周期完成的时候会自动停止,在出问题的时候会自动报警,使员工不用专注于自动的设备,有时间去做有附加值的工作)。




